




Sıcak Haddeleme Makinesi Yan İş Silindiri Haddeleme Makinesi Blok Şaftı
Firmamızda DMG DMF1800*600 beş eksenli işleme merkezi, yatay işleme merkezi, dikey işleme merkezi, portal işleme merkezi ve yüksek hassasiyetli üç koordinatlı muayene merkezi bulunmaktadır.
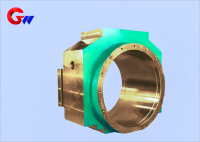
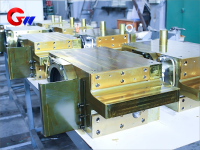
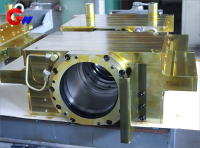
İş Silindiri Haddehane mil bloğu GW hassas anahtar ürünlerinden biridir.
- GW Precision
- Luoyang, Çin
- Sözleşmesel Şart
- Çelik Makaranın Yıllık Kapasitesi 4000 adettir
- bilgi
Sıcak Haddeleme Makinesi Yan İş Silindiri Haddeleme Makinesi Şaft Bloğu
(Levha ve şerit/kesit çeliklerin sıcak haddeleme üretim hatları için uygundur)
1、Uygulama senaryoları
1. Temel işlevler
Silindir konumlandırma ve kuvvet iletimi:
Haddeleme kuvveti (maksimum 30MN) ve bükme kuvveti (± 1000kN) etkisi altında çalışma silindirinin stabilitesini koruyun
Isırma çeliğinin anlık darbe yüküne dayanın (darbe katsayısı 2.0-3.5)
Isı yönetimi:
400-800 ℃'lik bir yuvarlanma sıcaklığı ortamında çalışırken, anlık yüzey sıcaklığı 300-450 ℃'ye ulaşabilir
Periyodik termal strese (>10 ⁵ döngü/yıl) karşı koymanız gerekir
2. Değirmen şaft bloğunun tipik çalışma koşulları
Mekanik yük: Hertz temas gerilimi 1000-1500MPa, burulma titreşim yükü (kritik hız, çalışma hızının 1,5-2,5 katından fazla olmamalıdır)
Aşınma ortamı: Demir oksit ölçekli aşındırıcı parçacıklar (HV800-1100) + haddeleme yağı yüksek sıcaklıkta karbonizasyon birikimi
Çalışma Silindiri Haddehane şaft bloğunun malzeme seçimi ve optimizasyonu
1. Taban malzemesi
Malzeme sınıfı, temel avantajlar, uygulanabilir senaryolar
50CrMoV yüksek sıcaklık dayanımı (σ 0.2 ≥ 650MPa at 500 ℃) geniş ve kalın levha haddeleme değirmeni (rulo gövdesi>3m)
38CrNiMoV yüksek dayanımlı şerit çeliğin haddeleme sırasında düşük çevrim yorulma performansı (Δ ε t=1%)'de Nf ≥ 5000 kez)
H13 geliştirilmiş ısıya dayanıklı çatlama (ısı iletkenliği 24W/m · K) paslanmaz çelik sıcak haddelenmiş
2. Temel güçlendirme teknolojileri
Rulman eşleşme yüzeyi:
Lazer söndürme (sertleştirme tabakası derinliği 2-3mm, HRC54-58)
Plazma püskürtme WC-10Co4Cr (gözeneklilik<0,8%)
Dişli bağlantı alanı: borlama işlemi (Fe2B tabakası 50-80 μ m)
3. Yenilikçi malzeme uygulamaları
Gradyan fonksiyonel ekseni:
Çekirdek: 25Cr2MoV (yüksek tokluk)
Yüzey: Stellite 21 (yüksek sıcaklık aşınmasına dayanıklı)
Sıcak izostatik presleme (HIP) ile difüzyon bağlama
3. Isıl işlem sistemi
Vakum söndürme: 1020 ℃ × 3h (azot soğutma)
Çift tavlama: 560 ℃× 4h + 520 ℃× 6h (yağ soğutmalı)
Stabilizasyon işlemi: Derin soğutma (-120 ℃× 8 saat) + yaşlandırma (250 ℃× 24 saat)
4. Yüzey güçlendirme
Kompozit işleme:
Bilyalı püskürtme (Almen mukavemeti 0,4-0,45 mmN)
İyonik kükürtlenme (FeS tabakası 1-2 μ m)
Lazer dokulandırma (Sa=3–5 μ m)
*Temel süreçler:
Yatak konumunun sabit sıcaklıkta taşlanması (soğutucu 20 ± 1 ℃)
Geçiş filetosunun elektrokimyasal işlenmesi (R açısı doğruluğu ± 0,05 mm)*
Tipik parametrelerÇalışma Silindiri Haddehane mil bloğu
Parametre göstergelerine ilişkin gereklilikler
Eksen çapı toleransı φ 320 ± 0,008 mm
Yüksek sıcaklık sürünme hızı ≤ 1 × 10 ⁻⁷%/saat (500 ℃/200MPa)
Titreşim ivmesi ≤ 4,5 m/s ² (ISO 10816-8)
Bu şaftın sıcak haddeleme tesisindeki hizmet ömrü 2-3 yıldır (yıllık haddeleme kapasitesi 1,5-2 milyon ton) ve gradyan malzemeler kullanılarak 5 yıla kadar uzatılabilir. Termal yorulma arızası oranı %60'tan fazladır ve mevcut araştırma ve geliştirme odağı nanoyapılı termal bariyer kaplamalardır.



