




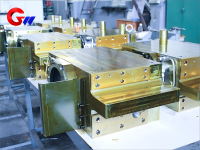


Sıcak haddeleme makinesinin çalışma tarafındaki çalışma silindiri yatak yuvası
Sıcak haddeleme makinesinin çalışma tarafındaki çalışma silindiri rulman yatağının temel işlevi ve çalışma koşulu gereksinimleri
Çekirdek işlevler
Rulo konumlandırma ve destek: Sıcak haddeleme değirmeni çalışma rulosunun radyal yükünü (bir tarafta 1500-4000 kN) ve eksenel kuvvetini (≤ %10 radyal kuvvet) taşır.
Hızlı rulo değiştirme arayüzü: Entegre hidrolik kilitleme mekanizması (basınç 20-25MPa), rulo değiştirme süresi ≤ 15 dakika.
Termal deformasyon telafisi: 300-600 ℃ haddeleme sıcaklığında, eksenel termal genleşme boşluğu 0,1-0,15 mm/100 ℃'de tutulur.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Sözleşmesel Şart
- Yıllık kapasite 500 adettir
- bilgi
Sıcak haddeleme makinesinin çalışma tarafındaki çalışma silindiri yatak yuvası
Uyumlu modeller
4-yüksek sıcak haddeleme tesisi: şerit genişliği 800-2200mm, haddeleme hızı ≤ 12m/s.
Tersinir kaba işleme değirmeni: haddeleme kuvveti dalgalanması ± %25, darbe yükü frekansı ≥ 5 kez/dakika.

Sıcak Haddeleme Değirmeninin Çalışma Tarafındaki Çalışma Rulosu Rulman Yatağının Malzeme ve Isıl İşlemi için Şartname
Çalışma rulosu yatak yuvası ana malzemesi
Döküm çelik sınıfı: ZG35CrNiMo (optimize edilmiş kompozisyon)
Öğe | C 0,32-0,38 | Cr 0,8-1,2 | 1.0-1.5'tir | 0.2-0.4'te |
Performans özellikleri:
Yüksek sıcaklık akma dayanımı (σ ₀. ₂ ≥ 550MPa, 500 ℃'de);
Düşük sıcaklık darbe enerjisi (-20 ℃ AKV ≥ 50J).
Ana bileşen malzemeleri
Bileşen malzeme ısıl işlem yüzey işlemi
ZG35CrNiMo söndürülmüş ve temperlenmiş rulman yatağı gövdesi + gerilim giderme bilyalı dövme güçlendirmesi (Sa2.5)
Aşınmaya dayanıklı astar plakası 42CrMo4 indüksiyon söndürmeli sert krom kaplama (30-50 μ m)
Sızdırmazlık bileşeni 316L paslanmaz çelik katı çözelti işlemi elektrolitik parlatma
Isıl işlem süreci
Söndürme: 850 ± 10 ℃ × 4h (yağ soğutma, soğutma hızı ≥ 80 ℃/s);
Tavlama: 580 ± 10 ℃ × 6h (hava soğutma, sertlik kontrolü HB 280-320);
Kriyojenik işlem:- 2 saat boyunca 80 ℃ (boyut kararlılığını artırmak için).
Sıcak haddeleme makinesinin çalışma tarafındaki çalışma silindiri rulman yatağının mekanik işlenmesi ve montaj doğruluğu
Kritik boyut toleransları
Proje tolerans test yöntemleri
Yatak deliği çapı (Φ) H6 seviyesi (± 0,015 mm) pnömatik metre + üç koordinat sistemi
Montaj yüzeyinin düzlüğü ≤ 0,02mm/m elektronik seviye
Hidrolik yağ devresi çapraz delik pahı R0.5 ± 0.1mm endüstriyel endoskop
Sıcak haddeleme değirmeninin çalışma silindiri yatak yuvasının montaj gereksinimleri
Rulman ön yükleme kuvveti: Konik makaralı rulmanların eksenel ön yüklemesi 0,05-0,08 mm'dir (kadran göstergesi ile ölçülür);
Sızdırmazlık boşluğu: radyal 0,3-0,5 mm (labirent conta), eksenel 1,0-1,2 mm.

Firmamızın rulman yatağı üretimindeki yukarıdaki avantajları, firmamızı yurt içinde rulman bloğu ürünleri üretiminde ileri bir konuma getirmektedir. Sektörde lider üretim siparişleri. Şirketin personeli, gelecekteki üretim ve işlemede aynı sektörün ileri yönetim fikirlerini öğrenecek, böylece şirket müşterilere daha iyi hizmet verebilecek ve müşterilerle birlikte büyüyebilecektir.
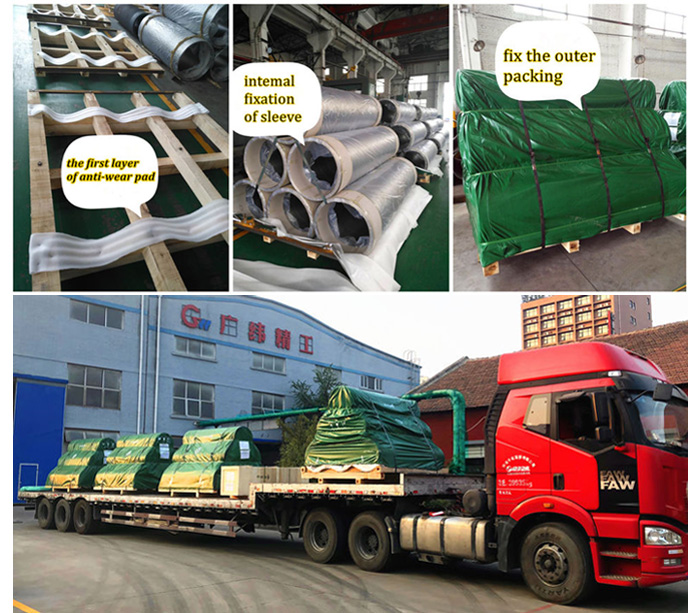
Paketleme
Gününüze doğru bir başlangıç yapmak için bize ulaşın Luoyang Guangwei Hassas Üretim Teknolojileri Ltd. herhangi biri için Sıcak Haddeleme Makinesi İşletilen Taraf Çalışma Silindirli Rulman Bloğu mil onarımı ihtiyaçlarınız olabilir.
%100 memnun kalmanızı sağlayacak teknolojiye, ekipmana ve bilgiye sahibiz.
Teknisyenlerimiz son derece deneyimlidir ve sektörün en iyileri arasındadır.
Gelin, size nasıl kesinti süresinden tasarruf sağlayabileceğimizi ve işinizin sürekliliğini nasıl sağlayabileceğimizi görelim.
Zaman paradır, hemen arayın!



