




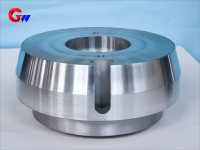
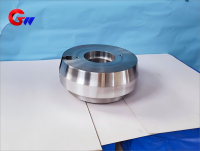
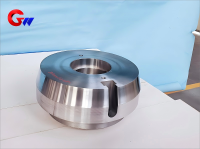
Döküm Çelik Silindir Konik Kafa
GW hassas döküm çelik silindir konik başlığı haddehanenin önemli bileşenlerinden biridir.
- GW Precision
- Luoyang, Çin
- Sözleşmesel Şart
- 1000 adet
- bilgi
Döküm Çelik Silindir Konik Kafa
Döküm çelik silindir konik kafa, esas olarak metalurjik haddehanelerde, madencilik makinelerinde, ağır ekipmanlarda ve yüksek radyal ve eksenel yükler gerektiren diğer durumlarda kullanılır. Tasarım özelliği, aynı anda radyal ve eksenel kuvvetlere dayanmak için konik makaralı rulmanların (TIMKEN serisi gibi) kullanılmasıdır, yüksek darbe, yüksek hız veya ağır yük koşulları için uygundur.
Döküm çelik silindir konik başlığının uygulama senaryoları
1. Ana uygulama alanları
Sıcak/Soğuk Haddeleme Makinesi: Haddeleme kuvvetine ve eksenel harekete dayanması için çalışma silindirini, ara silindiri veya destek silindirini destekler.
Madencilik makineleri: Kırıcılar ve bilyalı değirmenler gibi ağır ekipmanların iletim sistemlerinde kullanılır.
Rüzgar enerjisi ekipmanı: büyük rüzgar türbini ana şaft yatak yuvası.
Gemiler/ağır makineler: pervane şaftları ve dişli kutuları gibi yüksek yük taşıyan dönen bileşenler.
2. İşin özellikleri
Yüksek yük: Radyal kuvvete (yuvarlanma kuvveti) ve eksenel kuvvete (yuvarlanma rulo hareketi) dayanıklıdır.
Yüksek sıcaklık/yüksek kirlilik ortamı: Sıcak haddeleme koşullarında ısıya dayanıklılık ve oksidasyon önleme gereklidir; Madencilik ortamının toz geçirmez ve su geçirmez olması gerekir.
Yüksek hassasiyet gereksinimi: Rulman yuvasının iç deliği ile rulmanın dış halkası arasındaki uyum hassasiyeti (genellikle H7 veya H8 seviyesi).
Döküm çelik silindirin konik yatak yuvası için ısıl işlem süreci
Döküm çelik silindirin konik yatak yuvası genellikle düşük alaşımlı döküm çelikten (örneğin ZG35CrMo, ZG42CrMo) yapılır ve ısıl işlem süreci aşağıdaki gibidir:
1. Ön işlem (tavlama veya normalleştirme)
Amaç: Döküm stresini ortadan kaldırmak, tane boyutunu inceltmek ve işlenebilirliği iyileştirmek.
İşlem: 850-900'e ısıtın℃ve hava soğutmasından (normalizasyon) veya fırın soğutmasından (tavlama) önce sıcak tutun.
2. Söndürme ve temperleme işlemi (söndürme+temperleme)
Söndürme: 850-900 dereceye kadar ısıtın℃(malzemeye bağlı olarak), yağda söndürme veya suda söndürme (deformasyonu önlemek için).
Tavlama: 500-650'de Tavlama℃mukavemet ve tokluğu dengeleyen martensitik bir yapı elde etmek (sertlik HB 250-320).
3. Yerel yüzey güçlendirme (isteğe bağlı)
Endüksiyon sertleştirme: Aşınma direncini artırmak için yatak montaj yüzeyinin yüksek frekanslı olarak söndürülmesi (sertlik HRC 50-55).
Karbürleme/nitrürleme: Yüksek alaşımlı çeliklerin yorulma direncini artırmak için uygundur.
4. Gerilim giderme tavlama (hassas işleme sonrası)
200-300°C'de düşük sıcaklıkta tavlama℃İşleme stresini ortadan kaldırır ve deformasyonu önler.
Fonksiyon tanıtımı:
1. Tork iletimi: Konik kafalar motorun dönme torkunu iletmek için kullanılır
verimli bir şekilde, pürüzsüz bir haddeleme süreci sağlar.
2. Bağlantı kararlılığını artırın: Konik kafa tasarımı, bağlantı kararlılığını artırmaya yardımcı olur.
silindir kafası ve bağlantı mili, yüksek hızlarda gevşemeyi veya aşınmayı azaltır.
3. Farklı haddeleme ihtiyaçlarına uyum: Koni başlığının tasarımı, farklı tipteki haddeleme ihtiyaçlarına uyum sağlamaya yardımcı olur.
Sıcak haddeleme, soğuk haddeleme gibi haddeleme işlemlerinin yanı sıra farklı malzemelerin haddeleme ihtiyaçları da karşılanmaktadır.
İlgili Ürünler




