




Sıcak Değirmen Makinesinin Orta Makaralı Rulman Takozu
GW hassas ara rulo rulman takoz Avantajları:
Yüksek hassasiyetli akıllı CNC üretim ekipmanları, yüksek teknoloji personeli, olgun işleme sistemi, sıkı kalite kontrol süreci, mükemmel üretim yönetim süreci, yüksek kaliteli ürünlerin garantisidir.
Ara rulman takoz ürünlerinin kalitesini daha iyi güvence altına almak için, düzenli boyut denetimine ek olarak, şirket, çeşitli parça boyut ve davranış tolerans denetiminin mutlak denetim bazında yapılmasını sağlamak için, tespit doğruluğu 2 mikron seviyesine kadar çıkan yüksek hassasiyetli mobil köprü tipi üç konumlu standart ölçüm makinesi satın aldı.
- Guangwei Precision
- Luoyang, Çin
- Sözleşmesel Şart
- Çelik Makaranın Yıllık Kapasitesi 4000 adettir
- bilgi
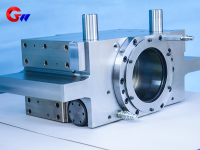
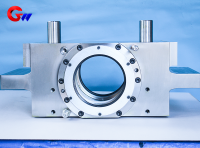
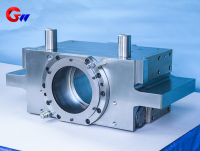
Sıcak Değirmen Makinesinin Orta Makaralı Rulman Takozu
Sıcak haddeleme tesisindeki ara silindir rulman takozları, sıcak haddeleme üretim hattının temel bir bileşenidir ve esas olarak ara silindiri desteklemek ve sabitlemek, büyük haddeleme kuvvetine, darbe kuvvetine ve yüksek sıcaklık ortamına dayanmak için kullanılır.
Uygulama senaryolarıara makaralı rulman yatağısıcak haddeleme tesisinde
çalışma ortamı
Yüksek sıcaklık: Sıcak haddeleme işlemi sırasında, haddeleme değirmeninin sıcaklığı 800 ℃'nin üzerine çıkabilir ve yatak yuvasının radyasyon ısısına ve iletim ısısına dayanması gerekir.
Yüksek yük: Haddeleme kuvvetlerine (binlerce tona kadar) ve sık darbe yüklerine dayanabilir.
Tozlu/nemli: Dönen soğutma suyu ve demir oksit tortusu istilaya eğilimlidir, bu da yüksek sızdırmazlık ve korozyon direnci gerektirir.
İşlevsel gereksinimler
Hassas konumlandırma: Haddeleme değirmeni silindirlerinin paralelliğini ve yuvarlanma doğruluğunu sağlayın.
Aşınmaya ve yorulmaya dayanıklıdır: Hizmet ömrünü uzatır ve bakım duruşlarını azaltır.
Yağlama garantisi: Sürtünme ve aşınmayı azaltmak için yüksek basınçlı yağlama sistemine (örneğin yağ-hava yağlaması) ihtiyaç vardır.
Sıcak haddeleme tesisinde ara makaralı rulman yatağının ısıl işlem süreci
Isıl işlem, mekanik performansın iyileştirilmesinde önemli bir adımdır.ara silindiryatak yuvaları, genellikle aşağıdaki adımları içerir:
Ön işlem (normalleştirme veya tavlama)
Dövme veya dökümlerdeki iç gerilimi ortadan kaldırın, tane boyutunu inceltin ve sonraki işlemlere hazırlayın.
Söndürme+tavlama (söndürme ve temperleme işlemi)
Söndürme: Kritik bir sıcaklığa (örneğin 850-900 ℃) kadar ısıtma ve daha sonra hızla soğutma (suda söndürme veya yağda söndürme) yaparak yüksek sertlikte martensitik yapı elde etme.
Tavlama: Sertlik ve tokluğu dengelemek, gevrek kırılmayı önlemek için orta sıcaklıkta tavlama (400-600 ℃) kullanılır.
Yüzey güçlendirme (isteğe bağlı)
İndüksiyon sertleştirme: Aşınma direncini artırmak için yatak temas yüzeyinin lokal olarak sertleştirilmesi.
Karbürleme/nitrürleme: Yüksek alaşımlı çelikler için uygundur, yüzey sertliğini ve yorulma direncini artırır.
Gerilim giderme tavlaması
Hassas işleme sonrasında işleme stresini ortadan kaldırmak için düşük sıcaklıkta (200-300 ℃) tavlama yapılır.
GW Hassas Üretim Her türlü Ara Rulman Takozları ve diğer değirmen hassas parçaları.
GW hassasiyetiara makaralı rulman yatağı Avantajları:
Yüksek hassasiyetli akıllı CNC üretim ekipmanları, yüksek teknoloji personeli, olgun işleme sistemi, sıkı kalite kontrol süreci, mükemmel üretim yönetim süreci, yüksek kaliteli ürünlerin garantisidir.





