




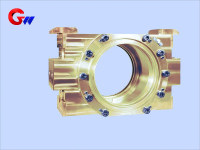

Soğuk Haddeleme Makinesi İşletim Tarafı Ara Makaralı Rulman Bloğu
Soğuk haddeleme makinesinin çalışma tarafındaki ara makaralı rulman yatağının malzemesi ve ısıl işlemi
Çalıştırma Tarafı Orta Makaralı Rulman Bloğu Gövde Malzemesi:
Çekme dayanımı ≥ 500MPa olan yüksek dayanımlı döküm demir (HT300/HT350) veya döküm çelik (ZG310-570).
Aşınmaya dayanıklı astar bronz (ZCuAl10Fe3) veya polimer kompozit malzemeden (PTFE modifiyeli malzeme gibi) yapılır.
Isıl işlem:
Dökümler, yaşlandırma işlemine (iç stresi ortadan kaldırmak için) ve kritik temas yüzeylerinin yüksek frekanslı söndürme işlemine (sertlik HRC45-50) ihtiyaç duyar.
- GW Precision
- Luoyang, Çin
- Sözleşmesel Şart
- bilgi
Soğuk Haddeleme Makinesi İşletim Tarafı Ara Makaralı Rulman Bloğu
Operasyon Tarafı Ara Makaralı Rulman Bloğunun Boyutları ve Toleransları
Rulman montaj delikleri:
Rulman tipine göre (örneğin TQO serisi dört sıralı konik makaralı rulmanlar) tolerans genellikle H6 (iç delik) veya js6'dır (dış çap).
Pürüzlülük gereksinimi: Yatak eşleşen yüzeyinin Ra değeri ≤ 0,8 μ m ve eşleşmeyen yüzeyin Ra değeri ≤ 3,2 μ m'dir.
Konumlandırma doğruluğu:
Yatak yuvasının iç deliğinin yuvarlaklığı ≤ 0,008 mm ve eksenelliği ≤ 0,015 mm/500 mm'dir.
Silindir boynu ile uyum boşluğu: 0,05-0,10 mm (termal genleşme dikkate alınarak).

CNC İşleme Programlama
Programcılar, programı çalıştırmak, işleme hatlarını optimize etmek ve işleme araçlarını makul şekilde düzenlemek için PC simülasyon işlemeyi kullanırlar, böylece iş parçasının düzgün ve güzel bıçak hatlarıyla daha doğru işlenmesi sağlanır.
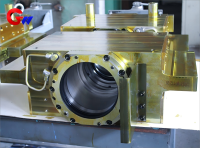
Yüksek Hassasiyetli İşleme Ekipmanları
CNC yatay işleme merkezi, CNC dikey işleme merkezi, beş eksenli kapsamlı işleme merkezi ve diğer yüksek hassasiyetli işleme ekipmanları, Operate Side Ara Makaralı Rulman Bloğu ürün işleme boyutunun doğruluğunu garanti eder, ayrıca iş parçasının karmaşık yapısının sorunsuz ve doğru bir şekilde işlenebilmesini sağlar.

Operasyon Tarafı Ara Makaralı Rulman Bloğunun Üretim ve Montaj Süreci İşleme teknolojisi:
Rulman deliklerinin işlenmesi (IT6 seviye hassasiyet), son işlem için honlama veya taşlama işlemlerinin yapıldığı CNC delme ve freze makinesi.
Çerçeveye tam olarak oturmasını sağlamak için cıvata deliklerinin konumsal hatası ≤ 0,05 mm'dir.
Montaj gereksinimleri:
Rulman ön sıkma kuvvetini üreticinin spesifikasyonlarına göre ayarlayın (örneğin 8-12kN eksenel ön sıkma kuvveti).
Darbeli yükleri önlemek için montajda hidrolik somunlar kullanın.
Kalite Proses Kontrolü
Boşluğun işlenmesinden, hatanın tespitine, ısıl işleme ve üretim sürecine kadar her bir prosesi kontrol eden ve bir sonraki prosese geçmeden önce kalifiye olan denetçilerimiz bulunmaktadır.
Muayene ve Test
Sıkı denetim ve test prosedürleri kalite güvencemizdir. Her Operate Side Intermediate Roller Bearing Block, kimyasal bileşim analiz raporu, ısıl işlem raporu, kusur tespit raporu, boyut toleransı, şekil ve konum toleransı denetim raporu (üç koordinat ve diğer hassas denetim aletleri işleme boyutunun doğruluğunu garanti eder) içeren eksiksiz bir sete sahiptir ve bunların hepsi izlenebilir ve takip edilebilirdir.

Soğuk haddeleme makinesinin çalışma tarafındaki ara silindir yatak yuvasının yağlanması ve sızdırmazlığı
Yağlama sistemi:
Konsantre ince yağ yağlaması (basınç 0,3-0,5 MPa, akış hızı 30-50 L/dak) veya yağ hava yağlaması (yağ damlacık hacmi 5-10 damla/dak).
Yağlama yağı viskozitesi: ISO VG 68-100 (40 ℃'de).
Sızdırmazlık tasarımı:
Kombinasyon conta (labirent conta + yay takviyeli dudak contası), toz geçirmezlik standardı ISO 4406 18/16/13.
Sızdırmazlık malzemesi: Yüksek sıcaklığa dayanıklı flor kauçuk (FKM) veya poliüretan (PU).





