




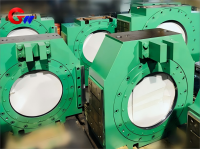

Soğuk Haddeleme Makinesi Tahrik tarafı çalışma silindir değirmeni yatak yuvası
Malzeme Bilimi:
Soğuk Haddeleme Makinesi Tahrik tarafı çalışma silindir değirmeni yatak yuvası (dövme): 40Cr,
Bunlar, tahrik tarafı çalışma silindir değirmeni rulman yatağı ürünlerinin yüksek kalitede soğuk haddeleme değirmeni makinesinin garantisidir.
Yatak montaj deliği çekirdek parçadır ve yüksek boyut doğruluğu gerektirir. Montaj deliğinin çapı, sıkı montaj ve çalışma sırasında gevşeklik veya sapma olmamasını sağlamak için yatağın dış çapıyla tam olarak eşleşmelidir. Yüzey pürüzlülüğü de katı gereksinimlere sahiptir ve pürüzsüz bir yüzey montaj sürtünmesini azaltabilir ve ısı dağılımını kolaylaştırabilir.
- Guangwei Manufacturing Precision
- Luoyang, Çin
- Sözleşmesel Şart
- bilgi
Tahrik Tarafı Çalışma Silindiri Haddeleme Değirmeni Blok Şaftının Soğuk Haddeleme Değirmeni Makinesi
Soğuk haddeleme değirmeni için tahrik tarafı çalışma silindir değirmeni yatak yuvasının uygulama senaryoları
(Yüksek hassasiyetli levha ve şerit soğuk haddeleme tesisleri için uygundur)
1. Temel işlevler
Dinamik yük desteği: haddeleme kuvvetine (800-2500 kN) ve bükme haddeleme kuvvetine (± 500 kN) dayanır ve ± 0,005 mm haddeleme boşluğu doğruluğu sağlar
Tork iletimi: Motorun tahrik torkunu iletir (tepe değeri nominal değerin %150'sine ulaşabilir), 10-40 m/s'lik yuvarlanma hızlarına uygundur
Titreşim kontrolü: Yüksek hızlı haddeleme sırasında yüksek frekanslı titreşimleri bastırın (titreşim ivmesi ≤ 4,5 m/s ², ISO 10816-3)
2. Aşırı çalışma koşulları
Mekanik stres:
Döngüsel temas gerilimi 900-1300MPa (Hertz temas teorisi)
Rulo değişim darbe yükü (anlık ivme 10-15g)
Çevresel zorluklar:
Haddeleme yağı penetrasyonu (kükürt içeren aşırı basınç katkısı)
Alüminyum/paslanmaz çelik döküntü aşındırıcı aşınma (sertlik HV400-1200)
Tahrik tarafı iş silindiri değirmeni yatak yuvasının malzeme seçimi ve güçlendirilmesi
1. Taban malzemesi
Malzeme sınıfı, temel avantajlar, uygulanabilir senaryolar
ZG35CrMnSi yüksek yorulma dayanımına sahip (σ -1 ≥ 380MPa) sıradan karbon çeliği soğuk haddelenmiş
ZG25CrNiMo darbe dayanımı (Akv ≥) 60J@-20 Yüksek mukavemetli çelik haddeleme (℃)
ZG06Cr13Ni4Mo korozyona dayanıklı (C ≤ %0,06) paslanmaz çelik/alüminyum haddeleme
2. Temel alanların güçlendirilmesi
Rulman montaj delikleri:
İyon nitrürleme (tabaka derinliği 0,3-0,5 mm, sertlik HV900-1100)
Hassas honlama (yuvarlaklık ≤ 0,005 mm, Ra ≤ 0,1 μ m)
Sızdırmazlık yüzeyi:
Ni bazlı alaşımın (Inconel 625, mikro hareket aşınmasına dayanıklı) lazer kaplaması
3. Isıl işlem sistemi
Söndürme ve temperleme işlemi:
Söndürme: 880 ℃ × 2h (polimer söndürme çözeltisi)
Tavlama: 550 ℃ × 4h (iki tur tavlama)
Boyutsal stabilizasyon:
Kriyojenik işlem (-80 ℃ × 12h)
Zaman tedavisi (180 ℃ × 24h)
4. Yüzey mühendisliği
Kompozit kaplama:
Kumlama (Sa3.0 sınıfı)
Ark püskürtme Cr3C2 NiCr (kalınlık 150-200 μ m)
Lazer yeniden eritme (gözeneklilik<0,3%)
Birinin birincil işlevisoğuk haddeleme değirmeni tahrik tarafı çalışma silindir değirmeni rulman yatağıçalışma sırasında yatağın hassas hizalanmasını sağlamak ve uygulanan radyal ve eksenel yükleri karşılamaktır. Ayrıca, sürtünme kayıplarını en aza indirirken yatak ve şaft arasındaki boşluğu azaltır.
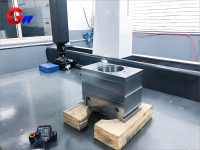
Kalite süreç kontrolü
Thesoğuk haddeleme değirmeni rulman yatağı makinesiÜretimimiz, kaba işleme, kusur tespiti, ısıl işlemden üretim sürecine kadar her adımda denetçiler tarafından denetlenir. Ancak denetimi geçtikten sonra bir sonraki işleme adımına geçebiliriz.



