




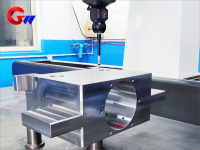
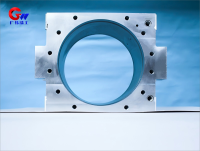
Sıcak haddeleme değirmeninin transfer tarafı çalışma silindiri için yatak yuvası
Çalışma silindirinin yatak yuvası GW hassaslığının temel ürünlerinden biridir.
Sıcak haddeleme makinesinin transmisyon tarafındaki çalışma silindirinin yatak yuvasının temel işlevlerini ve çalışma gereksinimlerini aşağıdaki gibi listeleyin:
Çekirdek işlevler
Tork iletimi: Ana iletim sisteminden iş silindirine tork iletiminden sorumludur (tepe torku 500kN · m'ye ulaşabilir)
Dinamik yük desteği: yuvarlanma kuvvetine (bir tarafta 2000-6000 kN) ve alternatif darbe yüküne dayanabilir
Hassasiyet bakımı: İş rulosunun radyal sapmasının ≤ 0,04 mm olduğundan emin olun (şerit çelik için ± %0,15'lik bir kalınlık toleransı garanti edilir)
Çalışma koşullarına uyum sağlayın
Sıcaklık aralığı: Yatak pozisyonu çalışma sıcaklığı 80-120 ℃ (anlık tepe 180 ℃)
Yuvarlanma hızı: ≤ 15 m/s (yağ filmli yataklarla eşleştirildiğinde 20 m/s'ye kadar)
Silindir değiştirme sıklığı: ≥ 1 kez/vardiya (hızlı sökme ve tasarım gerektirir)
- GW Precision
- Luoyang, Çin
- Sözleşmesel Şart
- Yıllık kapasite 500 adettir
- bilgi
Sıcak haddeleme değirmeninin transfer tarafı çalışma silindiri için yatak yuvası
Sıcak haddeleme makinesinin transmisyon tarafındaki çalışma silindirinin yatak yuvası için malzeme ve üretim standartları
Ana malzeme
Marka: ZG35CrNiMoV (özel sınıf döküm çelik)
İçerik optimizasyonu:
|Öğeler | C 0,33-0,37 | Cr 1.0-1.3 | 1.2-1.6'dır | Ay 0,3-0,5 | 0,15-0,25 Arası |
Performans avantajları:
Yüksek sıcaklık dayanımı (σ ₀. ₂ ≥ 650MPa 300 ℃'de)
Yorulma ömrü (Δσ=400MPa'da Nf ≥ 2 × 10⁶ kez)
Ana bileşen malzemeleri
Isıl işlemden sonra bileşen malzemelerin yüzey sertliği
İş silindiri gövdesinin yatak yuvası ZG35CrNiMoV söndürülmüş ve temperlenmiş + yaşlandırılmış HB 300-330
Tork iletim kama yuvası 42CrMoA nitrürleme işlemi HV 800-900
Kapalı uç kapağı dubleks paslanmaz çelik 2205 çözeltiyle işlenmiş HRC 28-32
Sıcak haddeleme makinesinin transmisyon tarafındaki çalışma silindirinin yatak yuvasının ısıl işlemi ve yüzey işlemi
Isıl işlem süreci
A [Elektrik ark ocağı eritme] -->B [Argon koruma dökümü]
B -->C [880 ℃ × 6h normalleştirme]
C -->D [850 ℃ yağ söndürme + 620 ℃ temperleme]
D -->E [-80 ℃ × 4 saat kriyojenik işlem]
yüzey güçlendirme
Yatak deliği hipersonik alev püskürtme (HVOF) WC-12Co kaplama (kalınlık 150-200 μ m, HV ≥ 1300)
Sızdırmazlık yüzeyinin lazerle söndürülmesi (sertleştirme tabakası derinliği 1,2-1,5 mm, HRC ≥ 52)

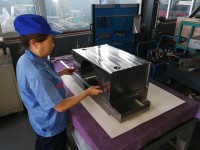
1、 Dikey İşleme Merkezi: Görünüm şekline göre pozitif kayışı bulmak için 5mm frezeleme derinliği (her tarafta 1,5-2mm yer var); muayene için keskin kenarı temizleyin ve çapağı çıkarın. (muayene için ilk parça)
2、 Yatay delme makinesi :Normal kayışın her bir yüzeyi için 1,5 -2 mm'lik bir pay ayrıldığı, görünümdeki oluğun payının 1,5-2 mm olduğu; delikteki deliğin payının 3-4 mm olduğu; her bir deliğin uzunluğunun 2-3 mm olduğu; ve şeffaf kenarın muayene için çapağın keskin kenarını çıkarmak için kullanıldığı görülmektedir. (muayene için ilk parça)
3、 Dikey İşleme Merkezi: Frezeleme işlemini (toleranssız uyum yüzeyi) gereksinimlerine göre yapın, frezeleme uzunluğu 5 mm'lik doğru kenar derinliğini bulun; delme işlemi gereksinimlere göre yapılır, her iki tarafta 1 ≤ 1,5 mm'lik artık miktar; her delik uzunluğu gereksinimlere göre yapılır ve deliğin iki ucunu merkez deliğine doğru işaret eder; yatak yuvasının boyut toleransını ve şekil ve konum toleransını sağlayın.
4、 Tezgah çalışması:Her bir diş alt deliği, çalışma silindirinin yatak yuvasının gereksinimlerine göre konumlandırılır.
5、 Tezgah çalışması:Diğer yağ deliği ve vida deliği delme diş açma; Muayene için çapakların keskin kenarlarını temizleyin ve çıkarın. (muayene için ilk parça yatak yuvasında)
6、 Son muayene: çapakların keskin kenarlarını temizleyerek giderin ve muayeneye gönderin ve yatak yuvası için muayene listesi düzenleyin.

Sıcak haddeleme makinesinin transmisyon tarafındaki çalışma silindirinin yatak yuvası için muayene ve test özellikleri
malzeme muayenesi
Kompozisyon analizi: ICP spektrometresi (element sapması ≤± 0,01%)
Tahribatsız muayene:
Ultrasonik test (EN 12680-3 Sınıf 1)
Manyetik parçacık muayenesi (ASTM E709, çatlak tespiti ≤ 0,1 mm)
performans testi
Test projesi standart yöntem yeterlilik göstergeleri
Statik yük testi ISO 19973-1 Deformasyon olmaksızın nominal yükün 1,8 katı
Dinamik yorulma testi DIN 50100 10 ⁷ çatlaksız çevrim
Sızdırmazlık performans testi ISO 5208 Sınıf A 0.6MPa basınç tutma, sızıntı olmadan
dinamik algılama
Dinamik denge seviyesi: G0.4 seviyesi (ISO 1940-1)
Titreşim yoğunluğu: ≤ 2,5 mm/s(GB/T 29531)
SSS
1. Bunu Yapabilir misin? Çalışma Silindiri için Rulman Yuvası Ürün Müşterinin İhtiyacına Göre?
C: Evet, sizin özel gereksinimlerinizi takip edebiliriz.
2. Sipariş Vermeden Önce Fabrikanızı Ziyaret Edebilir miyim? ?
C: Evet, fabrikamıza saha gezisi için hoş geldiniz.
3. Şirketinize En Yakın Liman Hangisidir?
A: En yakını Şanghay limanıdır.
4. Çalışma silindiri için rulman yatağı için farklı malzemeler seçebilir miyiz?
C: Evet, ihtiyaçlarınıza bağlı olarak seçilebilir.
5. İş Silindiri için Rulman Yatağının Bana Teslim Edilmesi Ne Kadar Sürer?
A: Genellikle deniz yoluyla bir buçuk ila iki ay sürer. Siparişinizin miktarına bağlıdır.
6. Paketinizin Kapağı Nedir?
A: İhracatta ahşap kutu kullanıyoruz.





