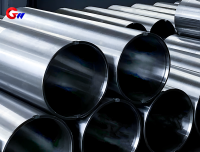
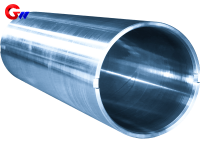

Alüminyum şerit haddeleme tesisi için 35CrNiMo çelik manşon
GW hassas çelik kovanın avantajları:
1. Firmamız tasarım, geliştirme ve imalatın kendi profesyonel işleme departmanına sahiptir, ayrıca kanıtlanmış işleme tekniğine sahiptir.
2. Şirketimiz iyi gelişmiş bir yönetim sistemine sahiptir. Bu arada çalışanlarımız oldukça kalifiye ve yeteneklidir.
3. Firmamız satış sonrası hizmet garantisi konusunda kusursuz bir yönetim sistemine sahiptir.
4. Müşterilerimiz halihazırda Çin'in her yerine yayılmış durumdadır ve çelik manşonun yıllık üretim kapasitemiz yılda 4000 settir.
- GW Precision
- Luoyang, Çin
- Sözleşmesel Şart
- Çelik Makaranın Yıllık Kapasitesi 4000 adettir
- bilgi
Özelleştirilmiş 35CrNiMo Çelik Alüminyum Sac ve Şerit Fabrikası MakarasıMakine
Ürün Uygulaması
Alüminyum şerit haddeleme değirmeni için 35CrNiMo çelik manşon, alüminyum folyo, levha, paslanmaz çelik folyo bant ve folyo, levha, bant haddeleme gibi diğer endüstrilerde yaygın olarak kullanılır. Bu nedenle, GW hassasiyetinin çelik manşonun eşmerkezliliğine ilişkin katı bir gereksinimi vardır.
Ürün Bilgileri
| kol malzemesi | şartname |
| 35CrNiMo | φ565*φ505*1600 |
35CrNiMo, özellikle alüminyum folyo fabrikalarının yüksek hassasiyetli ve yüksek hızlı haddeleme koşulları için uygun, mükemmel mukavemet, tokluk, yorulma direnci ve sertleştirilebilirliğe sahip yüksek mukavemetli alaşımlı bir yapı çeliğidir.Alüminyum folyo haddeleme tesisi için özelleştirilmiş 35CrNiMo çelik kovanının malzeme özellikleri (35CrNiMo)
Performans Endeksi Parametre Aralığının Avantajları
Çekme dayanımı (Rm) ≥ 980 MPa, yüksek taşıma kapasitesi, deformasyon direnci
Akma dayanımı (Rp0.2) ≥ 835 MPa, darbe direnci, yorulma direnci
Kırılgan çatlamayı önlemek için uzama (A5) ≥ %12 ile iyi plastisite
Darbe tokluğu (AKV) ≥ 63 J (oda sıcaklığı), alternatif yüklere dayanıklı, sık sık durmaya uygun
Sertlik (söndürme ve temperlemeden sonra) HRC 32-38 (HRC 45+'a kadar yüzey söndürülebilir), yüksek aşınma direnci ve uzatılmış hizmet ömrü
Kimyasal bileşim (tipik değer, ağırlık%):
C: 0,32~0,40 | Evet: 0,17~0,37 | Mn: 0,50~0,80
Cr: 0,80~1,10 | Saat: 1.30~1.70 | Ben: 0.15~0.25
Alüminyum folyo haddeleme tesisi için özelleştirilmiş 35CrNiMo çelik kovanının üretim ve imalat süreci
1. Dövme boşlukların hazırlanması (dökümden üstün)
Çelik külçelerinin ısıtılması: 1200-1250 ℃'de homojenizasyon işlemi.
Dövme/Serbest Dövme: Beyaz nokta kusurlarını önlemek için şekillendirmeden sonra yavaş soğutma.
2. Isıl işlem (çekirdek işlemi)
Normalizasyon (880 ℃ × 2h, hava soğutması): Tane boyutunu hassaslaştırın ve dövme stresini ortadan kaldırın.
Söndürme ve temperleme işlemi:
Söndürme: Martensitik yapı elde etmek için 850 ℃ × 2h yağda söndürme.
Tavlama: 4 saat boyunca 550~600 ℃, mukavemet ve tokluğu dengelemek için martenzit ile tavlama.
Yüzey güçlendirme (isteğe bağlı):
Yüksek frekanslı söndürme: yüzey sertliği HRC 45~50, derinlik 2-3mm.
Firmamız ileri eritme ve döküm teknolojisini benimsemiştir, santrifüj döküm çelik malzemesi sağlayacaktır
kimyasal bileşiminin güvenilir ve doğru olması.
Çelik manşonun ısıl işleminin tanımı
GW Precision, mekanik özellik bakımından özel talebi olan 35CrNiMo çelik kovanlara yönelik ısıl işlemi sıkı bir şekilde gerçekleştirecektir.

35CrNiMo çelik kovan ürünlerinin daha iyi kalitede olmasını sağlamak için GW Precision, geleneksel boyutsal muayeneye ek olarak ısıl işlemden sonra mekanik özellikler üzerinde çeşitli testler yürütmüştür.